
Mitsui Seiki has been an integral partner in an R&D project with Boeing for the last three and a half years. The goal: to determine the optimum machine tool characteristics required to cut the new triple nickel titanium materials productively and economically.
Much has been written as to the ‘why’ of the research – the number of parts made of the new triple nickel titanium materials, or ‘heavy metals,’ will be increasing to make up 15 percent of the weight of the new generation of aircraft, such as the Boeing 787 Dreamliner. These include the skeletal structure as well as struts, floor ribs, window frames, door hinges, and engine mounts, all parts requiring structural integrity. In all, in each aircraft, there will be some 36,000 pounds (16,329 kg) of these heavy metal parts that will be machined out of 240,000 pounds of raw stock.
Another ‘why’ is the insufficient titanium machining capacity to meet all the needs of the various high-titanium-content planes being launched. The aircraft parts suppliers will have to take on more of this capacity, and these new materials, although light in weight compared to aluminum, are extremely tough to machine.

Low Frequency Machining
The machine tool must have the structural design to machine at low amplitude ranges, in the less than 350 Hz range (especially at the 20, 90, and 320 Hz ranges). A one-inch, four-flute end mill, for example, would run at about 90 rpm. Each time a cutting edge strikes the material, it sends a shock wave into the machine. As each cutting edge ‘hits’ the metal in a consistent, repetitive sequence, it creates a low-frequency wave into the machine. General-purpose machines have a tendency to chatter at low frequency. This negatively affects both the quality of the part and tool life. A machine that is designed specifically for low-frequency machining dramatically reduces chatter at the necessary low rpms that the cutting tools must run to cut these materials. Eliminating chatter significantly increases tool life.
By designing an application-specific machine with structural modifications to reduce the amplitudes of the excitation frequencies in the low-frequency ranges, we have also paid attention to requirements for handling the low-frequency stresses such as height-to-width ratios on columns and tables to accommodate high moment loads, optimal ball screw locations for axis stability, and hand scraping throughout to provide the high accuracy needed for quality parts in these materials.
Hold Tools Tighter
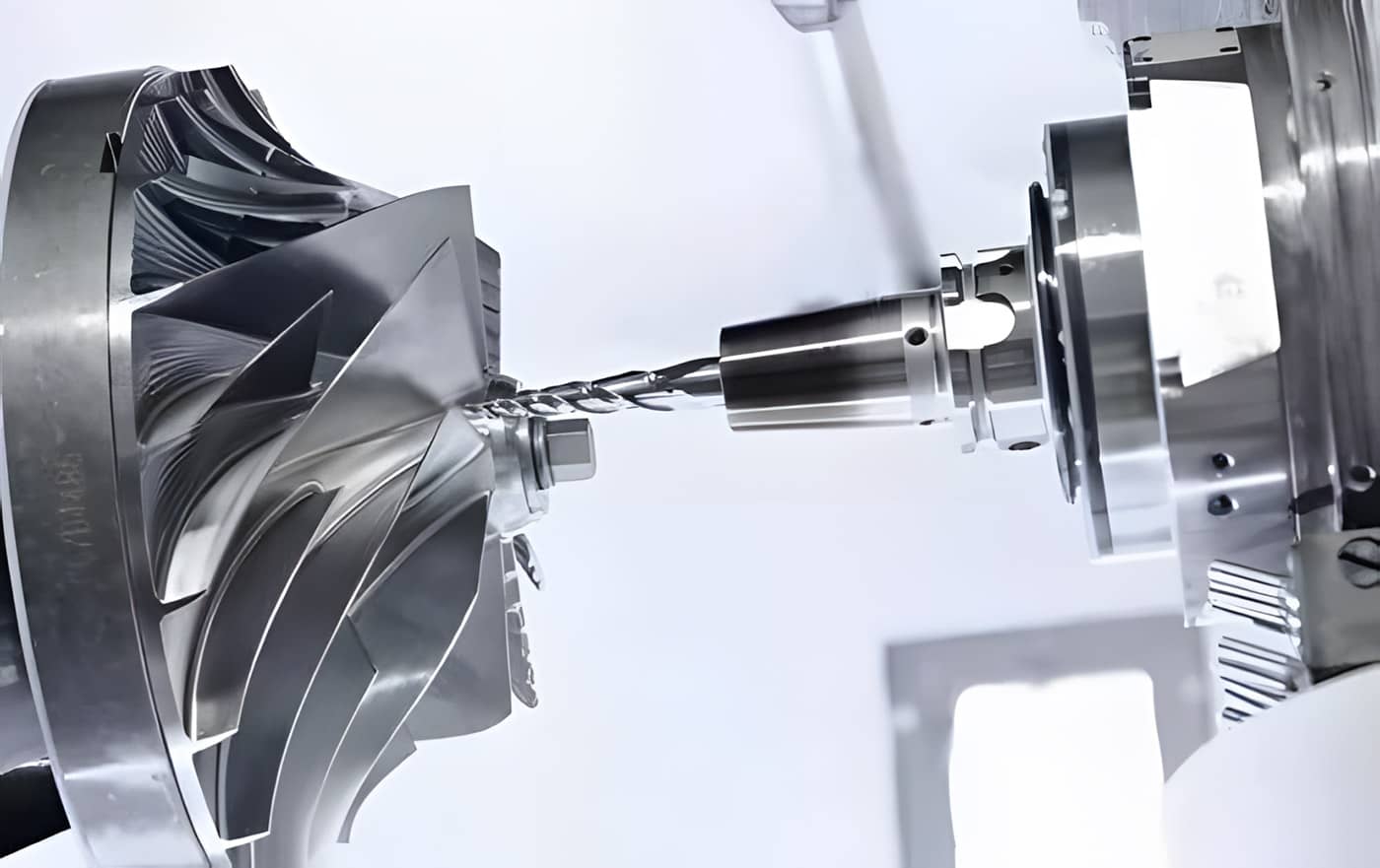
At a depth of cut 1-1/4” diameter x 3/8” in triple nickel titanium, the tool starts to separate from the taper at about 8,500 inch-pounds of moment load on general-purpose machines with a BT/Cat 50 taper. A seven-inch long, one-inch diameter four-flute cutter will remove about 1.2 cubic inches per minute of material from 5553 titanium before the tool separates from the spindle taper. If you increase the feed to remove more stock, you will exceed 8,500 in-pounds. Through trial and error and ultimately success, we are building tool taper interfaces that can handle 35,000 inch-pounds and are able to remove 25 cubic inches per minute of 5553 material with a Mitsui Seiki horizontal machining center.
Increase Machine Stiffness
In ‘heavy metal’ machines, all of the materials in the machine tool must stay within a specific range of stiffness in the modulus of elasticity curve. Adding so much nickel to the titanium results in a material that has an exceptional ratio of tensile stress to tensile strain, which is the tendency of a part to deform along an axis when opposing forces are applied along that axis. (Look up Young’s Modulus of Elasticity for a closer look into this material property.) Conventional machine tools have not been able to meet the challenge. The machine must bend consistently when cutting under heavy loads. If it does not, the volumetric accuracy is destroyed, and so is the consistency in the cutting tool edge contact line—another big key, along with chatter reduction, to increase tool life.
Stiffer machine tool materials cost more upfront, so the machines cost more. However, the definition of ‘cost’ as it relates to ‘profit’ is worth consideration. If you would profit by cutting deeper, faster, and with better quality, then you may be losing money by not doing so. The extra cost, after scrutiny, could be minuscule by comparison to what you might be losing. Beware of false economy, especially when it comes to getting what you need to produce titanium and other heavy metal parts.
Jet Parts Need Jumbo Power
To cut heavy metals, the machine needs ample torque. The spindles should produce 2,000 foot-pounds of torque at 100 rpm and large servo motor drives on fine-pitch lead ballscrews. Ballscrew location is also critical for axis stability. These elements provide the advantages to push the tool through these tough materials. But, these power mechanisms need to be designed so as not to influence the low-frequency excitation conditions. Of course, there are several other issues with chip control, coolant (use lots of it), and the types of cutters (cobalt is making progress).